TPEP防腐钢管生产工艺深度解析:三层防护体系的精密制造流程
来源:
发布时间: 2025.04.17


涂塑钢管生产厂家 / 3PE防腐钢管源头厂家 / TPEP防腐钢管源头厂家 / TPEP防腐钢管生产厂家 / TPEP防腐钢管价格 / 防腐涂塑钢管 /
以工匠精神做产品 / 以生产管理做企业
TPEP防腐钢管凭借"内环氧外3PE"的三层复合防腐结构(底层环氧粉末+中层胶黏剂+外层聚乙烯),在输水、油气输送领域实现50年免维护的卓越性能。相较于传统单层防腐,其抗渗透性提升3倍,附着力达10MPa以上,可耐受-30℃至110℃温差冲击。2023年国家质检总局数据显示,采用标准化TPEP工艺的管道工程事故率降低62%,印证了该技术的工程价值。
1. 基材预处理――防腐成败的第一道防线
2. 中频加热――涂层结合力的能量密码
钢管以2-3m/min速度通过20-50kHz中频线圈,实现220-250℃的梯度温控,温差≤5℃17。相比电阻加热,能耗降低40%且无氧化皮生成。某厂家实测数据表明,温度波动每增加1℃,涂层剥离强度下降0.3MPa。
3. 内防腐层施工――食品级防护的精密控制
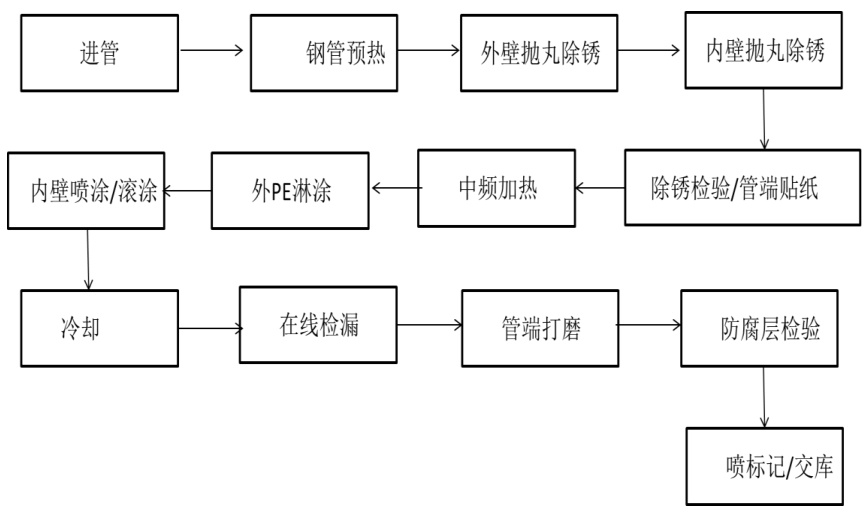
4. 外防腐层复合――三位一体的防护体系
5. 冷却定型――微观结构的决定性阶段
采用15-20℃循环水梯度冷却,速率控制在8-10℃/min。过快冷却会导致PE层结晶度下降,抗应力开裂能力降低。某实验表明,冷却速率偏差10%时,PE层冲击强度下降22%。

TPEP防腐钢管的生产是材料科学、热力学、自动化控制的系统集成。随着2025年新国标GB/T 35845-202X的实施,行业将加速向数字化、绿色化转型。建议生产企业建立全流程数据追溯系统,并加强与高校合作开发新型复合涂层材料,以应对深海、极地等极端环境的防腐挑战。
 网站首页
网站首页 关于我们
关于我们 新闻资讯
新闻资讯 产品中心
产品中心 工程案例
工程案例 联系我们
联系我们 网站地图
网站地图 xml地图
xml地图
 电话:19103378888
电话:19103378888 邮箱:431727371@qq.com
邮箱:431727371@qq.com 地址:河北省沧州盐山县正港工业园区
地址:河北省沧州盐山县正港工业园区 冀公网安备 13092502002328号
冀公网安备 13092502002328号